
Per utilizzare questa funzionalità di condivisione sui social network è necessario accettare i cookie della categoria 'Marketing'.
Rischio di esplosione: inertizzazione e valutazione di una macchina
Milano, 17 Nov – Riguardo ai rischi da atmosfere esplosive, tra le misure di prevenzione dell’esplosione che un datore di lavoro può adottare vi è l’inertizzazione, che consiste nella “sostituzione parziale o totale dell’ossigeno (comburente) contenuto nell’aria presente nel sistema da proteggere contro l’esplosione con un gas inerte, fino a ridurne il contenuto al disotto di una data concentrazione alla quale l’esplosione non si può verificare”.
A ricordare in questi termini questa misura di prevenzione e a evidenziare l’importanza, in termini di sicurezza, di un sistema di monitoraggio e controllo per stabilire e mantenere le condizioni di sicurezza conseguibili con l’inertizzazione è il quaderno tecnico “Inertizzazione - affidabilità del sistema di monitoraggio e controllo - Esempio” pubblicato dall’ ATS della Città Metropolitana di Milano e a cura del dott. Mauro Baldissin (Tecnico della Prevenzione).
Il documento, come indicato nel titolo, propone, con “carattere generale e non cogente”, un “esempio di analisi e valutazione dei rischi proposto ai datori di lavoro di piccole e medie imprese che utilizzano o intendono utilizzare la tecnica dell’inertizzazione”.
Dopo aver già accennato ai metodi di inertizzazione, ci soffermiamo oggi sull’esempio proposto con riferimento ai seguenti argomenti:
- I dati di ingresso e la valutazione del rischio allo stato di fatto
- Il sistema di monitoraggio e controllo e la valutazione finale
Pubblicità
 | Rischio: ATEX GAS - La valutazione di tutti i rischi specifici in un unico software interfacciabile |
I dati di ingresso e la valutazione del rischio allo stato di fatto
Il documento presenta l’esempio di una valutazione dei rischi svolta da un datore di lavoro ai sensi del D.Lgs. 81/2008, riguardante una macchina che processa liquidi infiammabili e polveri combustibili a pressione atmosferica.
A seguito della valutazione è risultato necessario “procedere con una specifica analisi dei rischi di esplosione per individuare le misure tecniche e organizzative più idonee a garantire la sicurezza dei lavoratori”.
Questi i dati di ingresso forniti dal datore di lavoro:
- “il processo costituisce un’ordinaria attività, svolta per alcune ore durante ogni giornata lavorativa nel corso dell’anno;
- la macchina non è marcata ai sensi delle direttive ATEX di prodotto;
- tra i liquidi infiammabili utilizzati quello ritenuto rappresentativo è l’esano-n” (una tabella riporta le caratteristiche significative dell’esano-n)
- “il processo prevede, in diverse fasi, l’aggiunta manuale di resine in polvere contenute in sacchi da 25 kg attraverso un passo d’uomo” (una tabella riporta le caratteristiche significative della polvere).
E da un approfondimento dei dati d’ingresso si può dedurre:
- “l’uso della macchina è frequente; la presenza di vapori infiammabili e/o polveri combustibili al suo interno è valutata in oltre 1.000 ore/anno”; il “lato interno della macchina viene classificato come zona 0 e zona 20”;
- “nella fase di caduta dell’agglomerato di polveri nella macchina, le particelle in aria possono trattenere una carica elettrostatica;
- la sensibilità all’accensione delle polveri può essere classificata sulla base della minima energia di accensione” [MIE - Perry’ handbook of chemical engineering]. Pertanto, “in prima istanza e senza ulteriori approfondimenti, si assume che le polveri in questione siano ‘particolarmente/estremamente sensibili all’accensione’ e che possano quindi essere accese anche da scariche elettrostatiche del tipo a spazzola (brush discharges), le quali possono rilasciare energie sino a circa 3 mJ e formarsi tra un punto messo a terra e le polveri combustibili o tra le stesse polveri combustibili (le scariche a spazzola sono sicuramente efficaci nell’accensione di gas e vapori infiammabili mentre non è provato che esse possano contribuire all’accensione di atmosfere esplosive dovute a polveri combustibili. Si adotta tuttavia un atteggiamento di prudenza assumendo che le scariche a spazzola siano in grado di innescare atmosfere esplosive dovute a polveri combustibili fino al limite della loro energia di rilascio - polveri con MIE ≤ 3 mJ);
- vapori infiammabili e polveri combustibili possono essere contemporaneamente presenti in aria, con formazione di miscele ibride;
- non può essere esclusa la presenza di sorgenti di accensione di varia natura all’interno della macchina o all’interfaccia con l’ambiente esterno, in particolare le scariche elettrostatiche devono essere considerate intrinseche al normale esercizio (presenti quindi anche in assenza di guasti); inoltre:
- la macchina non è marcata CE ai sensi delle direttive ATEX di prodotto in quanto preesistente alle stesse e, pertanto, le sue potenziali sorgenti di accensione dovrebbero essere oggetto di specifica analisi dei rischi” (…);
- “il caricamento di polveri in reattori contenenti un liquido infiammabile è una delle cause più frequenti di incidenti attribuiti alle cariche elettrostatiche, poiché durante le operazioni di carico delle polveri le scariche elettrostatiche si formeranno sempre vicino al passo d’uomo, dove è più facile la presenza di miscele infiammabili”.
Riguardo alla “valutazione del rischio di esplosione allo stato di fatto”, nel documento è presente una tabella relativa al caso in esame.
Si indica che l’esito della valutazione è sfavorevole, “è quindi necessario implementare le misure di sicurezza”. E si decide di “prevenire la formazione di atmosfera esplosiva (IPL 1) mediante inertizzazione con azoto mediante il metodo sottovuoto, essendo la macchina adatta a tale applicazione”.
Il sistema di monitoraggio e controllo e la valutazione finale
Rimandando alla lettura delle informazioni sull’inertizzazione della macchina, ci soffermiamo, invece, sulla realizzazione del sistema di monitoraggio e controllo.
Si indica che le due “caratteristiche fondamentali che deve possedere il sistema di monitoraggio e controllo”, sono:
- “un adeguato livello di affidabilità sia nella fase in cui vengono create le condizioni di atmosfera inerte prima dell’avvio della macchina (lavaggio iniziale), sia durante l’esercizio della stessa per il mantenimento delle condizioni di sicurezza, in conformità alle norme tecniche della serie CEI EN 61508 e CEI EN 61511 o di altre norme di equivalente o superiore livello di sicurezza;
- la messa in sicurezza della macchina in caso di superamento del valore massimo di concentrazione di ossigeno stabilito (Trip Point)”.
Si indica poi che in funzione “del livello di integrità della sicurezza (SIL) del sistema di monitoraggio e controllo, il tipo di zona pericolosa nella macchina può essere ridotto fino alla sua eliminazione (atmosfera inerte), oppure rimanere invariato. Si rende pertanto necessario stabilire una correlazione tra questi due parametri (Zona-SIL)”.
Nel documento una tabella riporta la “correlazione tra il tipo di zona ed livello di integrità della sicurezza del sistema di monitoraggio e controllo dell’inertizzazione”, e alla luce della tabella, “prevedendo difficoltà oggettive nella realizzazione di un sistema di monitoraggio e controllo qualificabile SIL 3, si decide di:
- eliminare le sorgenti di accensione che possono essere presenti nel normale esercizio, ovvero eliminare la possibilità di formazione di scariche elettrostatiche, aumentando così la tolleranza ai guasti da FT = -1 a FT = 0;
- valutare la fattibilità realizzativa di un sistema di monitoraggio e controllo dell’inertizzazione qualificabile SIL 2; ciò comporta accettare la presenza di una zona 2/22 residua all’interno della macchina;
- analizzare le sorgenti di accensione interne alla macchina e valutarne l’idoneità in relazione alla zona 2/22 residua”.
Riguardo alla valutazione del livello di integrità della sicurezza si indica che “si decide di utilizzare un metodo di monitoraggio e controllo di tipo indiretto, mediante la misura dei parametri di vuoto/pressione e del numero dei cicli di lavaggio”.
Anche in questo caso rimandiamo alla lettura integrale del quaderno tecnico, che riporta molte indicazioni sul processo, le ipotesi e l’analisi e valutazione delle sorgenti di accensione.
Dall’analisi condotta sulla macchina preesistente alla direttiva ATEX 94/9/CE, “risulta una Categoria ATEX ‘equivalente’ 2 GD (Gas, Dust) sia sul lato interno che sul lato esterno, idonea, rispettivamente, per zona 1/21 e quindi sovrabbondante per la zona 2/22 residua. Ulteriori misure dovrebbero invece essere adottate se il lato interno fosse classificato zona 0/20, come in origine prima dell’utilizzo della tecnica dell’inertizzazione”.
E veniamo alla valutazione finale del rischio di esplosione con riferimento alla tabella presente nel documento:
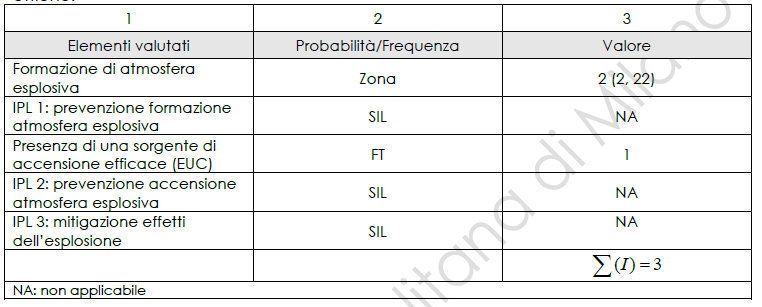
Dunque “l’esito della valutazione è favorevole. Le condizioni di sicurezza devono essere mantenute nel tempo e non necessitano ulteriori misure”.
Si indica poi che “verranno definiti e suggeriti interventi di miglioramento volti all'ulteriore riduzione dei rischi, i quali comprenderanno misure di prevenzione e protezione come:
- misure strutturali, ovvero riferite a impianti, macchine, apparecchiature e ambiente di lavoro;
- misure gestionali, basate sull’elaborazione di procedure e istruzioni di lavoro, analisi e misure di approfondimento, programmi di manutenzione;
- intervento formativo, relativo ai fabbisogni di informazione, formazione e addestramento dei lavoratori;
- misure correlate alla necessità di rafforzamento dell'uso di DPI e di miglioramento della cartellonistica con messaggi relativi a prescrizioni o informazioni di sicurezza”.
Ricordiamo, in conclusione, che il documento presenta anche alcuni cenni sui rischi connessi all’utilizzo dell’azoto e utili modelli/esempi per la pianificazione delle misure tecniche/organizzative ed per il permesso di lavoro per lavori a caldo.
Scarica il documento da cui è tratto l'articolo:
Leggi gli altri articoli di PuntoSicuro sul rischio esplosione
Per visualizzare questo banner informativo è necessario accettare i cookie della categoria 'Marketing'
