
Per utilizzare questa funzionalità di condivisione sui social network è necessario accettare i cookie della categoria 'Marketing'.
Protocollo di misura delle vibrazioni trasmesse al sistema manobraccio
Su “ PAF – Portale Agenti Fisici” - un portale realizzato dal Laboratorio Agenti Fisici del Dipartimento di Prevenzione dell' Azienda Sanitaria USL 7 Siena (ora Azienda USL Toscana Sudest) con la collaborazione dell’INAIL e dell’Azienda USL di Modena - è disponibile un protocollo di misura delle vibrazioni trasmesse al sistema manobraccio.
Ricordiamo che è appena stata pubblicata in lingua italiana la norma UNI EN ISO 5349-2 “Vibrazioni meccaniche - Misurazione e valutazione dell'esposizione dell'uomo alle vibrazioni trasmesse alla mano - Parte 2: Guida pratica per la misurazione al posto di lavoro”
La norma è stata aggiornata nei riferimenti normativi (punto 2) e sostituisce alcuni punti come quello sull'ampiezza delle vibrazioni (6.1.2.2), la posizione degli accelerometri (6.1.3), sul fissaggio degli accelerometri (6.1.4) in genere e sui rivestimenti resilienti in particolare. Inoltre l'aggiornamento sostituisce l'appendice A relativa agli esempi di posizioni di misurazione.
Questa norma descrive le precauzioni da prendere per effettuare misurazioni rappresentative delle vibrazioni e per determinare l'esposizione giornaliera a ciascuna operazione per calcolare il valore complessivo di vibrazione riferita a un periodo di 8 h secondo il principio dell'uguale energia (esposizione giornaliera alla vibrazione) e fornisce i mezzi per determinare le operazioni pertinenti che dovrebbero essere prese in considerazione quando si determina l'esposizione alle vibrazioni.
Pubblicità
 | Rischio: VIBRAZIONI MANO BRACCIO - La valutazione di tutti i rischi specifici in un unico software interfacciabile |
PROTOCOLLO DI MISURA DELLE VIBRAZIONI TRASMESSE AL SISTEMA MANOBRACCIO (HA)
1. Strumentazione di misura
Le vibrazioni sono misurate tramite strumentazione in grado di fornire il valore efficace (r.m.s.) dell’accelerazione della superficie che viene a contatto con il sistema mano-braccio dell’utilizzatore. La strumentazione deve essere conforme a quanto prescritto dallo Standard UNI EN ISO 8041.
La strumentazione deve essere costituita, oltre che dagli accelerometri, da:
a) analizzatore spettrale (minimo tre canali) senza catena di registrazione. Tale metodica presenta il vantaggio di lettura immediata degli spettri acquisiti, ma non consente una successiva rielaborazione dei segnali acquisiti mediante modalità di analisi differenti da quelle impiegate in fase di acquisizione;
oppure:
b) registratore di segnale (minimo tre canali) di misura. Il segnale viene successivamente analizzato mediante analizzatore spettrale. Il registratore deve essere necessariamente dotato di indicatore di sovraccarico («overload»), al fine di prevenire distorsioni nel segnale registrato.
Ai fini del controllo di qualità delle misure da inserire nella BDV si richiede l’analisi spettrale delle misure, in terzi di ottava.
2. Modalità di misura
Le misure devono essere conformi a quanto prescritto dagli Standard ISO 5349-1 e ISO 5349-2 con le seguenti specifiche.
Nel caso di misure in cui l’accelerometro venga fissato direttamente sulla impugnatura vibrante si devono utilizzare fascette di metallo o in plastica. Nel caso in cui l’accelerometro venga montato direttamente su un adattatore deve essere nota la funzione di trasferimento dell’adattatore utilizzato; tale funzione di trasferimento potrà essere fornita dal produttore o misurata direttamente dal Laboratorio, in collaborazione con INAIL (le misure richiedono l’uso dello shaker)
Filtri meccanici: nel caso di misure su utensili di tipo percussorio o roto-percussorio per eliminare il fenomeno “dc shift”, che comporta una totale inattendibilità dei risultati di misura, è necessario porre tra l’accelerometro e l’impugnatura un filtro meccanico di cui è necessario conoscere in dettaglio la funzione di trasferimento.
2. Durata delle misure
Il tempo totale di misura, vale a dire il numero di campioni acquisiti moltiplicato per il tempo di durata dell’acquisizione di ciascun campione, deve essere almeno pari ad un minuto.
Se l’evento da rilevare ha una durata inferiore al minuto sarà necessario ripetere la misura per un numero di volte idoneo al raggiungimento della durata minima prevista (un minuto).
Qualsiasi spostamento dell’utensile vibrante effettuato nel corso di una misura, quale ad esempio la comune variazione di posizione di un pezzo in lavorazione, la sostituzione di accessori, lo spostamento dell’utensile per esigenze di lavorazione, ecc., può generare segnali di disturbo in fase di acquisizione dati. Tali interferenze possono essere eliminate organizzando le misure in condizioni simulate, che pertanto appaiono generalmente preferibili per la valutazione delle vibrazioni trasmesse al sistema mano-braccio.
3.Valutazione dell'incertezza
Vanno valutati i fattori di incertezza di cui ai punti che seguono; è compito di colui che effettua la misura determinare, in ciascun caso specifico, le principali sorgenti di incertezza, ed incrementare conseguentemente il numero di misure di accelerazione per quantificare, mediante il calcolo della deviazione standard, l'entità dell'errore associato ai principali fattori di indeterminazione.
La strumentazione di misura ed il relativo calibratore deve essere sottoposti a taratura presso centro S.I.T. o EA con cadenza almeno biennale.
Fattori di incertezza
a) Errori sistematici dovuti al sistema di acquisizione (fissaggio accelerometri, interferenze elettriche, calibrazione, peso e posizionamento accelerometri). Tali errori di misura possono essere minimizzati mediante la scelta di un'appropriata tecnica di misura. In tal caso l’errore di misura associato a tale componente è < 4%.
b) Errori dovuti alle fluttuazioni casuali dei parametri fisici in gioco (temperatura, umidità, stabilità dell’alimentazione dell’attrezzo, omogeneità del materiale lavorato, ecc.). Tali errori possono essere minimizzati aumentando la statistica dei campionamenti. La stima dell'errore casuale di misura è ottenuta mediante il coefficiente di variazione (o la deviazione standard) di un adeguato numero di misure (con il minimo di tre) effettuate nelle identiche condizioni sperimentali. Le caratteristiche operative vanno indicate in dettaglio nella scheda descrittiva delle misurazioni.
c) Variazioni nelle modalità di impiego dell’attrezzo di lavoro da parte di differenti operatori: tale fattore è da prendere in considerazione in quanto l'esposizione riportata nella nel rapporto di prova è valutata per fasi lavorative omogenee e non per singolo lavoratore. Si richiede di ripetere le misurazioni nelle stesse condizioni operative, con almeno due operatori di differenti caratteristiche antropometriche e/o esperienza professionale.
Qualora il coefficiente di variazione delle misure effettuate sia maggiore del 20% si richiede di aumentare il numero di misure includendo un terzo operatore.
d) Variazioni nelle condizioni di manutenzione dell'utensile (es.: sbilanciamento del disco nel caso di smerigliatrici, usura di utensili, ecc.). Le misure vanno effettuate su attrezzature in buone condizioni di manutenzione.
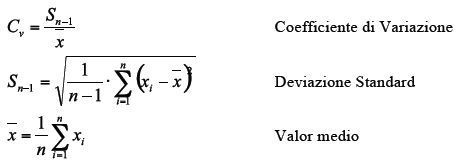
4. Risultati delle misure
I risultati verranno espressi come valor medio, deviazione standard e coefficiente di variazione delle misure ripetute, calcolati in accordo con le seguenti espressioni:
5. Controllo di qualità
Il laboratorio ha intenzione di partecipare a programmi di intercalibrazione (Round Robin Test), mediante test specifici definiti dai referenti scientifici.
Scheda tecnica acquisizione misure a vibrazioni trasmesse al sistema mano-braccio. Modello di resoconto di prova per le vibrazioni sull’impugnatura di macchine utensili portatili(formato PDF, 38 kb)
Protocollo di misura delle vibrazioni trasmesse al sistema manobraccio (formato PDF, 225 kb)
Per visualizzare questo banner informativo è necessario accettare i cookie della categoria 'Marketing'
Pubblica un commento
| Rispondi Autore: Massimo Gili | 04/05/2016 (08:56:16) |
| tutto bellissimo, fantastico oserei dire stupefacente, al pari delle masturbazioni mentali per le misurazioni del rumore. ma poi nella realtà produttiva il 90% dei casi sono legati ad attività dove la lavorazione nel suo complesso non è quasi mai ripetibile perchè cambiano i contesti i materiali le modalità di impiego dell'utensile, la forza applicata dall'operatore, ecc.. I mei clienti già fanno fatica a mettere a disposizione un lavoratore figuriamoci chiederne due e chiedere di predisporre simulazioni di lavoro per poter fare tutte le misure per il calcolo dell'incertezza. qualcuno ha visionato la banca dati Inail per strumenti di pari tipologia come cambiano i valori misurati? ma allora di cosa parliamo. pensiamo che le Aziende in questo contesto storico economico abbiano l'interesse o meglio la forza di fare studi scientifici per sapere su un martello pneumatico comporti una espositione di 6 m/s2 o di 8 m/s2. per me siamo oramai alla follia generale. | |
| Rispondi Autore: Giuseppe Esposito | 04/05/2016 (09:06:13) |
| completamente d'accordo con il collega Massimo Gili. A volte non si riesce proprio a capire se chi immagina tali protocolli , ci è ... o ci fa. | |
| Rispondi Autore: Matteo | 04/05/2016 (09:23:38) |
| concordo | |
| Rispondi Autore: Natale Garaventa | 04/05/2016 (11:46:32) |
| Concordo con quanto sopra; immagino e spero che questi metodi siano ad uso e consumo di chi produce utensili o effettua verifiche degli stessi (USL e INAIL), non delle imprese che li utilizzano. Purtroppo mi sembra ormai evidente l'intento di rendere impossibile alle imprese che LAVORANO di svolgere valutazioni che potrebbero essere semplici e standardizzate, così da costringerle a pagare consulenti per fare misure e produrre montagne di carta pressochè inutili in ogni ambito (risparmio energetico, acustica, radiazioni, rifiuti, formazione, vibrazioni, etc...) | |
| Rispondi Autore: Franco B. | 04/05/2016 (12:02:14) |
| Chiunque deve risolvere i problemi di valutazione rischi e ha messo piede in fabbrica capisce bene quanto siano veri i problemi citati da Massimo Gili. Allora direi usiamo queste giuste obiezioni per evitare il "metodo di riferimento" di cui all'art. 202 e fare le valutazioni con le banche dati ove sovrapponibili alle fattispecie(raramente) ovvero ai dati dichiarati dai costruttori sui relativi manuali spesso misurati "a vuoto" cioè senza contatto!). | |
